





挤出工艺:
单螺杆喂料机----JDL-150单螺杆挤出机------液压板式换网器---模具接口----熔体泵系统----挤出机模具----二辊压光机------二辊压花机-----四辊模温机------托架冷却----冷却牵引切边装置----计米器----在线剪板机----主机采用:PLC控制
加工物料:TPU片材(软质)
产 能:400-500公斤/小时(
注意事项:取决于配方、工艺、生产条件)
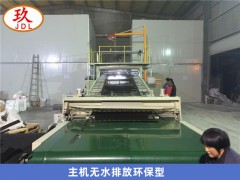
设备特点:
1.主机零水排放,环保型,不需要接外循环水冷却,不用徘外水.
2.采用环保型控加热系统,节能:10-20%电费,每吨能节省电费10元,每年大概能节约电费3万
3.环保型:辊筒冷却不用徘外水;采用闭环循环系统
4.减少成本:3米*3米*2.5米冷却水池;60立方冷却水塔及4KW高压水泵2台及管道,10天施工费用:能减少固定成本:10-12万元左右.

TPU挤出双螺杆主机注意事项:
1、使用前螺杆需要进行清洗,可使用PP或HDP在较高温度下清洗。也可以用清洁剂进行清洗。
2、TPU的摩擦系数较高,定形较为困难,冷却水槽的长度应比其他热塑性材料长,硬度大的TPU比较容易成形。
3、成型温度根据不同厂家的材料而定,硬度越大挤出的温度越高。加工温度进料段到计量段增加10--20℃。
4、芯线必须干燥,无油污,以防止因热发生气泡。并保证佳的结合性。
5、螺杆转速太快因剪切应力而导致摩擦过热,转速设定应控制在12-60rpm,具体值按螺杆直径而定。直径越大转速越慢。各家材料有所不同,应注意供应商的技术要求。
6、机头设计应该是流线型的,不应存在死角,以保证材料的顺畅流动。模套的承线可以适当加长,模型模套间夹角设计在8-12°之间比较合适,以降低剪切应力,防止生产过程中产生眼屎以及稳定挤出量。
7、单螺杆挤出机螺杆压缩比1:2-1:3之间皆适用,好是1:2.5,三段式螺杆长径比佳为25,良好的螺杆设计可避免激烈摩擦引起材料的分解裂化。假设螺杆长度为L,进料段为0.3L,压缩段为0.4L,计量段为0.3L,螺筒与螺杆间隙为0.1-0.2mng机头处的蜂巢板需有1.5-5mm的孔洞,使用2片400孔/cmsq的滤网(约50目)。挤出成型时一般需要更大的马力的马达,防止马达因过载失速或烧坏.
设备保养
1、机器设备在运用一定时间过后要做一次多方位的查验,查验全部螺丝钉的紧松情况。
2、若遇生产制造间断电,主传动系统和加热 终止 ,当恢复正常送电时,务必将料筒每段从新 加热 到要求的温度并保温 一定时间后才 能启动挤出机。
3、双螺杆挤出机运用五百 小时后,减速器中 会出现传动齿轮磨出来的 铁销或其他杂物 ,因此,应清理传动齿轮与此同时 更换减速器工业润滑油。
4、如发觉仪表盘、指示针的转向满度,应 查验热电阻等边框线的接触是不是优良。





