








1. 原料配比:按配方混合PVC树脂、增塑剂、稳定剂等,干燥处理(湿度≤0.1%)。
2. 挤出片材:原料投入挤出机,经加热塑化后从模具挤出,压延辊压制成规定厚度的防水片材,水冷降温定型。
3. 裁剪成型:根据车型版型,用数控裁切机将片材裁切成基础形状。
4. 边缘处理:热合机封边,防止材料分层渗水,部分需焊接立体包围结构。
5. 防滑处理:表面压印防滑纹路(通 防水汽车脚垫代加工_防滑汽车脚垫片代加工工艺流程过纹路辊压制),或复合防滑底层(如橡胶点)。
6. 质检包装:测试防水性(注水24小时无渗漏)、尺寸公差,合格后包装入库。
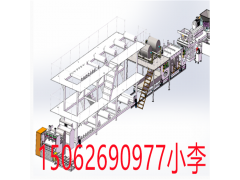
汽车脚垫片加工的工艺流程需结合材料特性和产品需求,以下是通用核心流程:
1. 原料准备与调配
- 根据产品设计选择原材料(如PVC、TPE、EVA、皮革等),检查纯度和规格。
- 若为复合材质,按比例混合基础材料与添加剂(如增塑剂、稳定剂、色母粒),确保均匀性。
- 颗粒状原料需经干燥处理(如60-80℃烘干2-4小时),去除水分以防加工时产生气泡。
2. 片材成型
- 挤出/压延:将原料投入挤出机,在 防水汽车脚垫代加工_防滑汽车脚垫片代加工工艺流程160-220℃(依材料调整)下加热塑化,经螺杆挤压从模具口挤出,再通过压延辊压制成设定厚度(3-10mm)的平整片材。
- 冷却定型:片材经水冷或风冷系统快速降温(冷却至50℃以下),确保尺寸稳定,避免收缩变形。
3. 裁剪与塑形
- 版型切割:根据车型数据,用数控裁切机将片材裁剪成适配的平面版型,误差控制在±0.5mm内。
- 立体成型(如需):对需要立体包 防水汽车脚垫代加工_防滑汽车脚垫片代加工工艺流程围的脚垫,将裁剪后的片材加热至120-150℃软化,通过真空吸塑或模具压制,贴合车型轮廓塑形,冷却后固定形状。
汽车脚垫来图加工_汽车脚垫定制加工http://www.bsjdl.com/sell/show.php?itemid=35160
汽车脚垫定制加工_汽车脚垫定制加工http://www.bsjdl.com/sell/show.php?itemid=35167
保汽车脚垫片代加工_保汽车脚垫片代加工http://www.bsjdl.com/sell/show.php?itemid=35170