






TPE片材挤出机的生产流程是一个系统化的工程,主要包括原料准备、熔融挤出、冷却定型、牵引切割等关键步骤。以下是详细流程解析:
原料准备与检验
TPE生产需精选SEBS基料、白油、填料等原料,通过搅拌机混合均匀。原料需检测纯度、含水量等指标,确保符合加工要求。
熔融挤出与成型
混合料经单/双螺杆挤出机加热塑化(温度通常为190-230℃),通过模具挤出片材。双螺杆挤出机因剪切力强,更适合高精度共挤工艺。
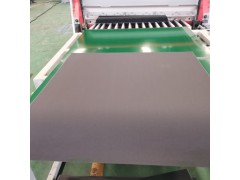
冷却与压花
挤出片材经三辊压光机冷却定型,辊面花纹可定制(如汽车脚垫的防滑纹理)。冷却速度需控制以避免内应力。
冷却后的片材由牵引装置匀速拉出,经切边装置修边后,由在线剪板机按客户需求裁切长度。
设备维护要点
日常维护:检查加热圈、润滑系统,清理料斗残留。
定期保养:校准温度传感器(偏差≤±2℃),检查模具磨损。
实际温度需根据TPE硬度调整(软质180-200℃,硬质200-240℃),模具温度建议40-80℃以避免变形。





